Domieszki w suchych mieszankach chemii budowlanej, czyli jakość pod kontrolą

Poznaj nowoczesne domieszki do betonów, fot. Pixabay
Przy opracowywaniu receptur suchych mieszanek chemii budowlanej niezbędne jest, z uwagi na specyficzne właściwości danego rodzaju produktu, uwzględnienie różnego rodzaju domieszek. Materiały te dodawane są w niewielkich ilościach, nieprzekraczających 5% masy suchej mieszanki, a w większości przypadków, nawet poniżej 1% masy suchej. Wykorzystywana jest bardzo szeroka grupa takich surowców, wśród których do najbardziej popularnych należy zaliczyć proszki redyspergowalne i różnego rodzaju etery celulozy.
Zobacz także
mgr inż. Piotr Górak, dr inż. Sławomir Chłądzyński, mgr inż. Jarosław Gaudy Cementy niskoemisyjne w suchych mieszankach chemii budowlanej (cz. 5). Podkłady podłogowe i betony

Droga do neutralności klimatycznej całego sektora budowlanego opiera się na szeregu działań związanych z obniżeniem śladu węglowego wbudowanego i operacyjnego. W całym procesie należy brać pod uwagę wszystkie...
Droga do neutralności klimatycznej całego sektora budowlanego opiera się na szeregu działań związanych z obniżeniem śladu węglowego wbudowanego i operacyjnego. W całym procesie należy brać pod uwagę wszystkie potencjalne czynniki oraz źródła emisyjności, nawet te z pozoru niewielkie.
Materiały prasowe news Beton żelowy – innowacyjna technologia pomysłu polskiego naukowca

Cement z dodatkiem skrobi? Naukowiec z ZUT w swoich badaniach chce potwierdzić możliwości nowego betonu – stosunkowo wysoką wytrzymałość na ściskanie, a jednocześnie bardzo dobrą izolacyjność termiczną.
Cement z dodatkiem skrobi? Naukowiec z ZUT w swoich badaniach chce potwierdzić możliwości nowego betonu – stosunkowo wysoką wytrzymałość na ściskanie, a jednocześnie bardzo dobrą izolacyjność termiczną.
PPHU POLSTYR Zbigniew Święszek Nowe trendy w wykończeniach fasad – tynk modelujący imitujący beton i drewno

Rynek materiałów wykończeniowych nieustannie się rozwija, oferując coraz więcej nowoczesnych rozwiązań dla architektów, projektantów i inwestorów. W naszej ofercie pojawiły się nowe produkty, które cieszą...
Rynek materiałów wykończeniowych nieustannie się rozwija, oferując coraz więcej nowoczesnych rozwiązań dla architektów, projektantów i inwestorów. W naszej ofercie pojawiły się nowe produkty, które cieszą się olbrzymią popularnością w ramach przedsprzedaży. Polecamy tynki modelujące MODELZONE imitujące beton i deskę. Aplikacja jest bardzo prosta, możliwa nawet dla niedoświadczonego wykonawcy, a nawet dla osoby zupełnie nie pracującej w budownictwie, wystarczy trzymać się instrukcji. Łatwość nakładania...
W wielu grupach wyrobów warto stosować również innego rodzaju domieszki, na przykład włókna zbrojące, środki do hydrofobizacji, domieszki „przeciwwykwitowe”, napowietrzające, przeciwskurczowe, odpowietrzające, zmniejszające ilość wody zarobowej itp.
Włókna zbrojące
Włókno można zdefiniować jako strukturę, której długość jest wielokrotnie większa od jej średnicy. Włókna występują zarówno w materiałach naturalnych, jak i w postaci tworzyw sztucznych, produkowanych przez człowieka. Stąd też wywodzi się podstawowy podział włókien, obejmujący:
- włókna naturalne:
– pochodzenia roślinnego (np. celulozowe),
– pochodzenia zwierzęcego,
– włókna mineralne, występujące naturalnie w wielu minerałach takich jak np. azbest, - włókna sztuczne:
– włókna szklane,
– włókna syntetyczne – oparte na syntetycznych polimerach: polipropylen, nylon, aramidy, włókna poliakrylonitrylowe (tzw. sztuczna wełna – anilana), włókna poliestrowe (np. elana), włókna poliuretanowe (np. lycra), - włókna metalowe:
– włókna stalowe.
Spośród włókien dostępnych na rynku krajowym przedmiotem szczególnego wykorzystania w budownictwie są włókna szklane, stalowe, polipropylenowe, bazaltowe i celulozowe [1–3].
Poznaj też: Właściwości mechaniczne betonu
Włókna stalowe, polipropylenowe i szklane wykazują wyższe parametry mechaniczne, dlatego polecane są do wyrobów budowlanych i konstrukcji betonowych o dużej wytrzymałości, szczególnie w celu poprawy ścieralności oraz wytrzymałości na zginanie i rozciąganie. Włókna te cięte są na kawałki o długości zazwyczaj od jednego do kilkudziesięciu mm.
W recepturach wyrobów chemii budowlanej włókna bazaltowe, polipropylenowe czy szklane są rzadko stosowane. Znajdują one zastosowanie przy produkcji niektórych klejów do ociepleń, klejów do płytek, wylewek i podkładów podłogowych, w celu polepszenia parametrów mechanicznych wyrobu (np. odporność na uderzenia, odkształcalność).
W gotowych masach i suchych zaprawach chemii najczęściej stosowane są modyfikowane włókna celulozowe [1].
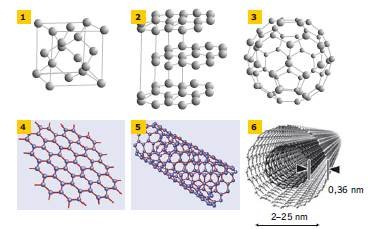
Celuloza otrzymywana jest w wyniku obróbki chemicznej drewna (zawiera 40–55% celulozy), słomy i trzciny (30–40% celulozy) lub roślin (np. bawełny – ok. 90% celulozy). Rozdrobniony materiał (np. drewno) miesza się z wodorosiarczynem wapnia. W wyniku reakcji chemicznej otrzymuje się celulozę, a pozostała część ulega rozpuszczeniu. Czysta celuloza jest materiałem o wysokim stopniu białości, przekraczającym 90%. Materiał ten składa się z tzw. fibryli, a jego budowę przedstawiono na RYS. 1.

RYS. 1 Schemat budowy fibryli celulozowych; rys.: [1]
Z chemicznego punktu widzenia celuloza, podobnie jak skrobia, należy do wielocukrów. Jest to nierozgałęziony biopolimer, polisacharyd, o cząsteczkach złożonych z kilkunastu do kilkuset tysięcy jednostek glukozy połączonych wiązaniami β-1,4-glikozydowymi, o wzorze chemicznym (C6H10O5)n.
Do podstawowych parametrów fizycznych, określających właściwości włókien celulozowych należą [2]:
- zawartość celulozy,
- długość,
- grubość.
Włókna celulozowe pod względem zawartości celulozy można podzielić na trzy kategorie, o zawartości celulozy odpowiednio: ok. 80%, ok. 90% i > 90%. Stopień białości włókien celulozowych waha się w szerokich granicach od 60% (w przypadku włókien zawierających różne dodatki) do powyżej 90%. Stopień białości włókien celulozowych wzrasta wraz ze wzrostem celulozy we włóknie.
Włókna celulozowe cięte są na kawałki o długości zazwyczaj od 20 do 1000 µm, choć produkowane są też włókna o długości 2000 µm. Średnica włókien celulozowych waha się natomiast w stosunkowo wąskich granicach, zazwyczaj od 20 do 100 µm. Możemy zatem o tego rodzaju domieszkach w chemii budowlanej mówić raczej o „mikrowłóknach” niż o „włóknach”.
Włókna dłuższe pozwalają na uzyskanie efektu tiksotropowego, np. w farbach (hamują spływanie, farbę łatwiej się fakturuje). Włókna krótsze wpływają bardziej na właściwości robocze. Z tego względu w niektórych aplikacjach, np. farby, polecane jest stosowanie miksu takich produktów. Szczególnie korzystne rezultaty w suchych zaprawach uzyskuje się dzięki zastosowaniu włókien krótszych, o długości do 500 µm.
Włókna z modyfikowanej celulozy charakteryzują się następującymi właściwościami [3]:
- mają dużą odporność chemiczną i mikrobiologiczną,
- są trwałe w bardzo szerokim zakresie pH, w tym w zasadowych układach cementowych,
- wykazują dużą trwałość w wysokich (do 200ºC) i niskich temperaturach (do -70ºC),
- mają właściwości hydrofilowe i lipofilowe,
- w przeciwieństwie do eterów celulozy nie rozpuszczają się w wodzie, lecz wykazują w pewnym stopniu podobne działanie – zwiększają retencję wody w zaprawie.
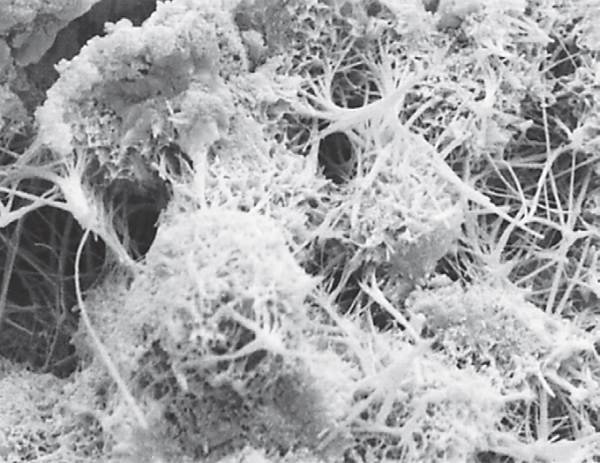
Dodatek włókien przyczynia się do poprawy reologii zaprawy zarobionej wodą. Włókna tworzą wtedy trójwymiarową sieć (RYS. 2) wiążącą substancje znajdujące się w zaprawie i zagęszczającą cały system.

RYS. 2 Rozkład włókien celulozowych w zaprawie; rys.: [6]
Siły ścinające wywierane na układ (np. w wyniku mieszania czy pompowania zaprawy albo też podczas obróbki zaprawy, np. wygładzania pacą stalową warstwy zbrojącej z klejem do siatki) powodują zorientowanie włókien zgodnie z kierunkiem działania tych sił i obniżenie lepkości układu, co ułatwia obróbkę i pracę z materiałem. Gdy siły ścinające przestają działać, układ wraca do stanu wyjściowego, a sieć włókien odtwarza się i lepkość wzrasta [4].
Włókna celulozowe zmniejszają nasiąkliwość i ograniczają szybkość utraty wody z zaprawy w wyniku naturalnego procesu wysychania świeżej mieszanki, dzięki czemu proces wiązania spoiwa w mieszance przebiega prawidłowo (bez ryzyka gwałtownej i nadmiernej utraty wody zarobowej), a ryzyko pojawienia się rys skurczowych podczas wysychania zaprawy z domieszką włókien jest minimalizowane. Przyczynia się to także do poprawy czasu otwartego pracy z zaprawą (np. kleje do płytek).
Włókna celulozowe wpływają korzystnie również na właściwości robocze zaprawy – wiążą znajdujące się w niej substancje i powodują wewnętrzne zagęszczenie jej struktury. Dzięki nim zwiększa się lepkość zaprawy i wydatnie zmniejsza spływ [1, 4], przez co jej nanoszenie na powierzchnie pionowe ścian (np. podczas tynkowania) jest łatwiejsze, a straty spowodowane spływem materiału są mniejsze.
Włókna celulozowe stanowią mikrozbrojenie w stwardniałej zaprawie. Dobrze rozproszone w całej objętości rozdrobnionej masy elastyczne mikrowłókienka trwale wzmacniają wyrób po jego stwardnieniu, poprawiając równocześnie jego elastyczność (odkształcalność) [1] i odporność na mikrorysy skurczowe i spękania. Jest to ważne w przypadku takich wyrobów jak na przykład kleje do płytek, kleje do siatki czy gips szpachlowy stosowany do łączenia płyt gipsowych bez taśmy, a w także w gotowych wyrobach „mokrych” takich jak na przykład farby czy gładzie polimerowe. Ponadto, włókna z uwagi na bardzo dobre właściwości izolacyjne mogą być stosowane przy produkcji wyrobów przeznaczonych do izolacji cieplnej i akustycznej [5].
Podsumowując, można stwierdzić, że włókna celulozowe stanowią materiał, którego zastosowanie w recepturach modyfikowanych zapraw może przynieść wiele wymiernych korzyści technologicznych.
Domieszki zwiększające wodo- i mrozoodporność wyrobów cementowych
Cementy należą do spoiw hydraulicznych, wiążących i twardniejących zarówno na powietrzu, jak i w wodzie. Takie właściwości spoiwa są wykorzystywane poprzez stosowanie cementu do produkcji różnego rodzaju zapraw przeznaczonych do stosowania na zewnątrz pomieszczeń, narażonych na działanie wody czy mrozu. Zaprawy takie zawierają częstokroć dodatek hydrofobowy, którego zadaniem jest zwiększenie wodoszczelności i mrozoodporności zaprawy.
Działanie domieszek uszczelniających – w przypadku dostępnych powszechnie produktów – można skategoryzować na trzy sposoby [6]:
- wypełnienie porów kapilarnych drobnokrystaliczną substancją, która utrudnia lub uniemożliwia przepływ wody,
- wypełnienie porów kapilarnych substancją hydrofobową, która zatrzymuje mechanizm podciągania charakterystyczny dla naczynia kapilarnego, osłabiając odpowiedzialne za to siły związane ze ściankami naczynia oddziałujące na ciecz,
- łączące oba opisane powyżej mechanizmy.
Bardzo często dodatek hydrofobowy ma także własności plastyfikujące. Niektóre z tych domieszek poprawiają właściwości robocze zapraw, a ponadto stabilizują ilość powietrza w zaprawie. Najczęściej stosuje się takie substancje jak: stearynian sodu, wapnia lub glinu, oleinian sodu lub potasu, mrówczan glinu, związki silikonowe itp. [7]. W niektórych przypadkach oferowane są domieszki będące kompilacją kilku związków, np. oleinianów (odpowiadających głównie za redukcję podciągania kapilarnego) i stearynianów (redukcja nasiąkliwości). Stosowane są też inne związki, na przykład: na bazie silanów czy też bardzo drobne modyfikowane krzemiany warstwowe (np. smektyty).
Domieszki „przeciwwykwitowe
Domieszki „przeciwwykwitowe” stosuje się w suchych mieszankach chemii budowlanej przeznaczonych do wyrobów narażonych na wykwity, jak na przykład zaprawy do klinkieru.
W przypadku związków ograniczających ryzyko powstawania wykwitów z zastosowaniem tego rodzaju zapraw stosuje się najczęściej:
- naturalny tras,
- inne materiały o charakterze pucolanowym,
- opisane wcześniej domieszki hydrofobowe.
Tras to naturalnie występujący w przyrodzie minerał pochodzenia wulkanicznego. Działanie trasu polega na reakcji z wodorotlenkiem wapnia powstającym w wyniku procesu hydratacji cementu portlandzkiego. W wyniku tej reakcji, nazywanej reakcją pucolanową, tworzą się dodatkowe ilości tzw. fazy C-S-H, podstawowego „budulca” tworzywa cementowego.
Dodatek trasu zapewnia większą szczelność stwardniałego tworzywa poprzez znaczące ograniczenie ilości porów kapilarnych, odpowiadających za „transport” wody i rozpuszczonych w niej soli na powierzchnię zaprawy, zapewniając tym samym znaczące polepszenie odporności na powstawanie wykwitów solnych. Dzięki działaniu trasu mikrostruktura zaprawy ulega znaczącej poprawie („doszczelnieniu”), z obniżeniem porowatości kapilarnej i całkowitej w ogóle, co sprzyja również z czasem uzyskiwaniu lepszej wytrzymałości tworzywa i poprawie ogólnej trwałości zaprawy.
Jako domieszki zmniejszające tendencję do wykwitów można stosować inne materiały o charakterze pucolanowym, np. krzemionkę krystaliczną (kwarc krystaliczny).
Stosowane są też domieszki kompleksowe, wykazujące również właściwości hydrofobowe, domieszki organiczne na bazie żywic naturalnych czy nawet modyfikowane smektyty.
Domieszki napowietrzające
Domieszki napowietrzające to środki, których głównym zadaniem jest stabilne utrzymanie drobnych pęcherzyków powietrza w mieszance zaprawy czy betonu, powstałych w wyniku procesu mieszania.
Stwardniała zaprawa/beton zawiera pustki (pory) o różnej strukturze i rozmiarach. Są one wynikiem tego, że ilość wody technologicznej (zarobowej), jakiej używa się w celu nadania mieszance betonowej wymaganej konsystencji, z reguły znacznie przewyższa teoretyczną (stechiometryczną) ilość wody, jaka byłaby potrzebna tylko do przeprowadzenia hydratacji cementu. Nadmiar wody odparowuje i pozostawia po sobie porowatą strukturę.
Obecne w zaprawie/betonie pory kapilarne (włosowate, rurkowate) tworzą sieć, która może mieć ciągłą strukturę i z łatwością podciągać wodę z rozpuszczonymi w niej związkami w głąb stwardniałej zaprawy czy betonu. Podciąganie kapilarne odbywa się nawet wbrew ciśnieniu hydrostatycznemu. Sole mineralne rozpuszczone w podciąganej wodzie mogą być przyczyną wykwitów, jak i procesów korozyjnych. Podstawowym problemem technologicznym w takich przypadkach jest zapewnienie tworzywu cementowemu właściwej mrozoodporności.
Gdy zaprawa/beton narażone są na działanie ujemnych temperatur, to woda znajdująca się w jego porach kapilarnych zamarza, zwiększając swoją objętość o około 9%. Bardzo wysokie ciśnienie krystalizacji lodu działa destrukcyjnie na tworzywo cementowe, powodując stopniowe (powierzchniowe złuszczanie, odpryski) lub całkowite (spękania, utrata szczelności, wytrzymałości) jego zniszczenie.
Opisany mechanizm uszkodzenia betonu w wyniku działania mrozu można istotnie ograniczyć, stosując domieszki napowietrzające. Dodanie takiego środka powierzchniowo czynnego powoduje wytworzenie stabilnych, drobnych pęcherzyków powietrza (napowietrzenie) w mieszance zaprawy czy betonu.
Jeśli rurkowate pory kapilarne betonu przerywane są kulistymi pęcherzykami powietrza, powstałymi w wyniku dodania do mieszanki betonowej środka powierzchniowo czynnego, mechanizm podciągania kapilarnego zostaje istotnie ograniczony. Kulisty por powietrzny kompensuje również ciśnienie, jakie powstaje w wyniku zamarzania (krystalizacji) wody.
Najlepsze wyniki mrozoodporności uzyskiwane są, gdy pory powietrzne stabilizowane przez domieszkę mają rozmiar poniżej 0,3 mm [6], a rozstaw pomiędzy nimi wynosi nie mniej niż 0,2 mm [8–10]. Ważne jest, aby zawartość powietrza w świeżej mieszance była odpowiednio kontrolowana. Nadmierne napowietrzenie mieszanki skutkuje bowiem znacznym spadkiem wytrzymałości. Przykładowo, w normie PN-EN 934-2 optymalna zawartość powietrza w świeżej mieszance betonowej waha się w przedziale od 4 do 6% objętości [10].
Domieszki napowietrzające mogą być stosowane w zaprawach murarskich i tynkarskich cementowo-wapiennych, a także do suchych mieszanek podkładów czy betonów. W przypadku mieszanek pompowanych agregatami maszynowymi (np. jastrychy samorozlewne, tynki cementowo-wapienne czy gipsowe) domieszka taka przyczynia się do lepszej urabialności i większej wydajności zaprawy, polepszając przy tym pompowalność masy, a po stwardnieniu wyrobu ogranicza ponadto tendencje do tworzenia się rys skurczowych. Związki te uzupełniają dyspergujące działanie eterów celulozy.
Domieszki przeciwskurczowe
Skurcz jest jedną z cech tworzyw opartych na cemencie portlandzkim. Prowadzi on do powstawania naprężeń w materiale, co w efekcie może skutkować pękaniem matrycy cementowej i tworzeniem siatki mikrospękań [11]. Typowym przykładem są tynki cementowo-wapienne, gdzie zjawisko to jest dość powszechne.
Istnieje kilka metod przeciwdziałania temu zjawisku, np. przez redukcję stosunku w/c w zaprawie, wprowadzanie dodatków ekspansywnych czy też domieszek przeciwskurczowych. Domieszki te produkowane są jako:
- ICA (ang. internal curing admixture/agent) – pozwalające na kontrolę skurczu zasadniczo w stanie plastycznym zaprawy (zanim zacznie wiązać i twardnieć),
- SRA (ang. shrinkage reduction admixture/agent) – pozwalające na kontrolę skurczu przede wszystkim w stanie stwardniałym (już po etapie wiązania).
Domieszka typu ICA pozwala na wydłużony czas otwarty pracy z zaprawą poprzez jej ochronę powierzchniową (długie wysychanie), bez negatywnego wpływu na parametry mechaniczne tworzywa stwardniałego.
Podstawowy mechanizm działania domieszki SRA, stosowanej dość często w technologii betonu, polega na zmniejszaniu napięcia powierzchniowego fazy ciekłej w twardniejącym zaczynie cementowym, które w konsekwencji powoduje spadek naprężeń ściskających (po prostu skurczu) w kapilarach i w efekcie zmniejsza się skurcz zaprawy. Domieszki te powodują zmniejszenie skurczu o ok. 50% po 1 dniu hydratacji i nawet o ok. 80% po 28 dniach. Są to z reguły różnego rodzaju niejonowe środki powierzchniowo czynne [11].
Domieszki odpowietrzające
Domieszki odpowietrzające stosuje się np. w wylewkach samopoziomujących się czy w niektórych zaprawach naprawczych. Istota ich działania polega na zapobieganiu nadmiernego tworzenia się drobnych pęcherzy powietrza podczas mieszania i wylewania mieszanki. Dzięki domieszce powierzchnia wyrobu jest odpowiednio gładka, bez charakterystycznych dziurek, które częstokroć tworzą się podczas wiązania masy wyrobu, które dalej się odpowietrza.
Domieszki zmniejszające ilość wody zarobowej i znacznie zmniejszające ilość wody zarobowej
Woda zarobowa dodawana jest do suchej mieszanki zaprawy czy betonu w ilościach niezbędnych do otrzymania świeżej mieszanki o założonej konsystencji. Z uwagi na specyficzne właściwości spoiwa cementowego czy gipsowego (tendencje do zbrylania się pojedynczych ziaren) ilość dodawanej wody znacząco przekracza ilość wynikającą ze stechiometrii reakcji chemicznych danego spoiwa z wodą. Ta nadmiarowa ilość wody ulega odparowaniu podczas twardnienia tworzywa, tworząc w ten sposób w stwardniałej matrycy sieć niewidocznych dla ludzkiego oka porów kapilarnych (o rozmiarach wahających się w szerokich granicach – od 10 nanometrów do ok. 10–15 mikrometrów [11–14]), odpowiedzialnych za szereg niekorzystnych zjawisk, obniżających wytrzymałość produktu i jego trwałość po wbudowaniu. Z tego względu w wielu wyrobach chemii budowlanej stosowanie domieszek zmniejszających ilość wody zarobowej przy zachowaniu założonej konsystencji zaprawy ma istotne znaczenie. Dotyczy to szczególnie wyrobów na bazie spoiwa cementowego.
W normie PN-EN 934-2 [10] uwzględniono dwa rodzaje domieszek zmniejszających ilość wody zarobowej przy zachowaniu stałej konsystencji świeżej mieszanki, po zarobieniu z wodą:
- domieszki zmniejszające ilość wody zarobowej,
- domieszki znacznie zmniejszające ilość wody zarobowej.
Domieszki zmniejszające ilość wody zarobowej – uplastyczniające, zwane także plastyfikatorami, umożliwiają wyprodukowanie mieszanki ze zredukowaną ilością wody bez negatywnego wpływu na konsystencję (stopień ciekłości). W świetle wymagań normy EN 934-2 mieszanka betonowa z plastyfikatorem powinna wykazywać zmniejszenie wody o co najmniej 5% (w porównaniu do mieszanki kontrolnej, bez plastyfikatora) przy zachowaniu tej samej konsystencji [6, 10].
Alternatywnie, przy zachowaniu tej samej ilości wody zarobowej, możliwe jest wyprodukowanie zaprawy/mieszanki betonowej o większej ciekłości.
Grupa domieszek uplastyczniających obejmuje [15–17]:
- sole kwasów sulfonowych (lignosulfoniany) (LS),
- kwas hydrokarboksylowy (HK),
- polimery hydroksylowe (HP),
- nonylofenyle (NP).
Skuteczność ich działania ocenianą na podstawie redukcji wody ocenia się na poziomie 5–12%. Mniejszy stosunek wody do spoiwa w mieszance z udziałem takiej domieszki wpływa na zwiększenie wytrzymałości o co najmniej 10% (badanie po 7 i 28 dniach na betonach [10]).
Dostępne na rynku plastyfikatory to najczęściej produkty pochodzenia naturalnego (sole kwasu lignosulfonowego) uzyskiwane w procesie produkcji papieru. Cechą tego rodzaju produktów jest obecność pewnej ilości naturalnie występującego cukru, mającego działanie opóźniające hydratacji cementu portlandzkiego. Jakość plastyfikatora ma zatem znaczenie; słabo oczyszczony z cukru plastyfikator powoduje bowiem wolniejszy przyrost wytrzymałości wczesnych, co może być niekorzystne w produktach stosowanych przy pracach wymagających szybkiego tempa.
Działanie domieszek uplastyczniających w przypadku ogółu produktów występujących na rynku polega na poprawie zwilżalności ziaren cementu przez wodę w wyniku elektrostatycznego odpychania (tzw. deflokulacji) przez cząsteczki plastyfikatora cząsteczek wody [6, 11, 15–24] (RYS. 3). Woda z plastyfikatorem łatwiej pokrywa powierzchnię ziaren i penetruje przestrzenie międzyziarnowe w cemencie, jest tym samym efektywniej wykorzystywana [6].

RYS. 3 Schemat działania domieszek – mechanizm elektrostatyczny; rys.: [6]
Plastyfikatory wykorzystywane są w niektórych mniej zaawansowanych technologicznie zaprawach, podkładach czy betonach, a także w wylewkach, zarówno tych na bazie cementu, jak i siarczanu wapnia.
Naładowane elektrostatycznie różnoimiennie ziarna cementu mają tendencję do przyciągania się w zawiesinie wodnej, w wyniku czego powstają agregaty (flokulacja). Taki stan nie sprzyja osiągnięciu płynności, woda nie jest w stanie swobodnie penetrować wszystkich przestrzeni pomiędzy ziarnami cementu i nie wszystkie drobiny cementu są efektywnie wykorzystane w zachodzącym procesie hydratyzacji [6]. Te tendencje do powstawania agregatów ziaren cementu skutecznie blokują domieszki upłynniające. Stanowią one osobną grupę wyrobów znacznie zmniejszających ilość wody zarobowej, zwane są one superplastyfikatorami.
Ze względu na mechanizm ich działania domieszki upłynniające można podzielić na dwie zasadnicze grupy:
- pierwsza z nich to tzw. superplastyfikatory I generacji, które charakteryzują się takim samym mechanizmem działania jak plastyfikatory;
- druga grupa to superplastyfikatory II generacji, często spotyka się też określenie „nowej generacji”. Są to domieszki, dla których elektrostatyczny mechanizm upłynnienia odgrywa rolę marginalną, a podstawowym mechanizmem działania jest tzw. efekt steryczny.
W grupie upłynniaczy (tzw. superplastyfikatory I generacji) znajdują się domieszki takie jak [15]:
- sulfonowane kondensaty melaminowo-formaldehydowe (SMF),
- sulfonowane kondensaty naftalenowo-formaldehydowe (SNF),
- modyfikowane lignosulfoniany (MLS),
- sulfonowane aminy aromatyczne (AS).
W świetle wymagań normy PN-EN 934-2 [10] mieszanka betonowa z superplastyfikatorem powinna wykazywać zmniejszenie wody o co najmniej 12% (w porównaniu do mieszanki kontrolnej, bez domieszki) przy zachowaniu tej samej konsystencji (do ok. 20–25% w przypadku superplastyfikatorów I generacji i 25–40% w przypadku superplastyfikatorów II generacji – przyp. autora).
Alternatywnie, przy zachowaniu tej samej ilości wody zarobowej, możliwe jest wyprodukowanie zaprawy/mieszanki betonowej o bardzo wysokiej ciekłości, co jest wykorzystywane na przykład w wylewkach samopoziomujących się i samorozlewnych, czy też czasem w suchych podkładach podłogowych czy betonach.
Ponadto, domieszki te przyczyniają się do lepszego zagęszczenia mieszanki, co skutkuje znacznym zwiększeniem wytrzymałości zaprawy po stwardnieniu.
Według wymagań normowych, użycie superplastyfikatora powinno zapewniać uzyskanie co najmniej o 40% wyższej wytrzymałości po jednym dniu oraz o 15% wyższej wytrzymałości po 28 dniach, w odniesieniu do mieszanki kontrolnej, bez tego dodatku [10].
W latach 90. XX wieku wprowadzono superplastyfikatory II generacji na bazie polikarboksylanów (akrylany) (PC), które stanowią łańcuch główny, do którego dołączane są różnego rodzaju łańcuchy boczne (tzw. podstawniki), którymi są: polietery karboksylowe (PC/PCE), kopolimery kwasu akrylowego z akrylanami (estrami akrylowymi) (CAE) czy też sieciowane żywice akrylowe (CLAP). Dzięki rozbudowanym łańcuchom bocznym domieszki te wykazują głównie steryczny efekt działania.
Różnica między superplastyfikatorami CLAP i CAE polega na tym, że w przypadku tych pierwszych łańcuchy polimerowe są ze sobą zsieciowane i ulegają one rozerwaniu w środowisku alkalicznym. Natomiast w tym drugim przypadku jest jeden łańcuch, który zamiast jonów alkalicznych połączonych z grupą karboksylową posiada inne molekuły, które ulegają dysocjacji w środowisku alkalicznym (opisywane są też jako SLCA – ang. slump loss control admixture).

RYS. 4 Schemat działania domieszek – efekt steryczny; rys.: [6]
Podobnie jak w przypadku domieszki CLAP, również i w tym przypadku gdy pH osiągnie odpowiednio dużą wartość, następuje uwalnianie aktywnej domieszki, co pozwala na lepszą kontrolę mieszanki [11].
Podstawowym mechanizmem działania superplastyfikatorów I generacji jest odpychanie elektrostatyczne (RYS. 3), jak w przypadku plastyfikatorów, jednakże ich działanie jest bardziej efektywne.
W przypadku superplastyfikatorów II generacji dominującym mechanizmem upłynnienia jest tzw. efekt steryczny (RYS. 4 [6]), wspomagany ewentualnymi dodatkowymi oddziaływaniami (hydrofilowym, smarnym itp. – RYS. 5 [6]) [22].

RYS. 5 Schemat działania domieszek – mechanizm smarny; rys.: [6]
Mechanizm elektrostatyczny (RYS. 3) działa w przypadku polimerów z grupami funkcyjnymi naładowanymi ujemnie. Adsorbują się one na powierzchniach ziaren cementu o dodatnim ładunku elektrostatycznym. W ten sposób jednoimiennie naładowane ziarna odpychają się, agregaty są rozbijane, zaś mieszanka betonowa staje się bardziej płynna [6].
Efekt steryczny (RYS. 4) zachodzi, gdy odpowiednio zaprojektowane łańcuchy polimerowe osadzają się na powierzchni ziaren. Łańcuch główny przywiera do powierzchni ziarna, zaś rozgałęzione długie łańcuchy boczne powodują, że sąsiadujące ziarna utrzymywane są na dystans [6]. Zatem hydrofobowe łańcuchy boczne polimeru stanowią przestrzenną (steryczną) przeszkodę, wskutek czego następuje „wymuszenie” dyspergacji poszczególnych ziaren cementu.
Efekt steryczny jest najbardziej efektywnym mechanizmem upłynniania – odpowiednio ukształtowane łańcuchy polimeru, osadzające się na powierzchni ziaren cementu, mogą stanowić zawadę steryczną dla sąsiednich ziaren, na których również zaadsorbowały się cząsteczki domieszki.
Sprawą kluczową z punktu widzenia działania domieszki jest właściwy dobór trzech podstawowych parametrów strukturalnych polimeru [22]:
- długości łańcucha głównego,
- długości łańcuchów bocznych,
- częstotliwości występowania łańcuchów bocznych.
Dzięki osiągnięciom współczesnej chemii polimerów, wykorzystywanym praktycznie za pośrednictwem nanotechnologii, parametry te mogą być dość swobodnie kształtowane [21, 25].
Mechanizm smarny (RYS. 5) wywoływany jest przez produkty polimerowe o względnie mało rozgałęzionych łańcuchach i zazwyczaj mniejszych masach cząsteczkowych. Związki tego rodzaju adsorbują się na powierzchni ziaren cementu, tworząc warstwę antyadhezyjną, nadając pewien poślizg poprzez zmniejszenie tarcia między znajdującymi się w mieszance ziarnami [6].
Obecne możliwości stwarzane przez chemię polimerów (nanotechnologia) wyprzedzają nieco zrozumienie zależności między strukturą a skutecznością domieszki; jak dotąd nie sformułowano w pełni wiarygodnego i powszechnie przyjętego modelu.
Za korzystne ze względu na skuteczność upłynnienia uważa się długie łańcuchy boczne, dołączone do krótkiego łańcucha głównego [26]. Natomiast częstotliwość występowania łańcuchów może być czynnikiem działającym ambiwalentnie – mniejsza prowadzi do intensywniejszego upłynnienia, a większa do dłuższego czasu utrzymania konsystencji. Zagadnienia te są przedmiotem intensywnych badań i studiów w wielu ośrodkach [22].
Warto podkreślić, że podane wartości redukcji wody dotyczą mieszanek na spoiwie cementowym. Te domieszki nie mają, póki co, szerszego zastosowania w suchych mieszankach chemii budowlanej. Wykorzystywane są głównie przy produkcji betonów samozagęszczających się SCC (ang. self compacting concrete) lub prawie samozagęszczalnych ASCC [26–28], o bardzo wysokiej ciekłości, a jednocześnie o odpowiedniej lepkości.
Działanie domieszek upłynniających jest różne w zależności od ich natury chemicznej, a zarazem generacji produktu. Podobnie jak w przypadku domieszek uplastyczniających, efektem, jaki chcemy uzyskać przy zastosowaniu superplastyfikatora, jest lepsze wykorzystanie obecnych w mieszance betonowej ziaren cementu oraz wody.
Warto nadmienić, że produkowane są osobno upłynniacze do produktów cementowych i osobno do gipsowych. Oddziaływanie domieszek uplastyczniających i upłynniających na mieszanki gipsowe jest słabsze. W przypadku mieszanek gipsowych stosowane są głównie plastyfikatory i superplastyfikatory I generacji [16, 17].
Domieszki zmniejszające ilość wody zarobowej są stosowane przede wszystkich w mieszankach o dużym stopniu ciekłości, takich jak np. wylewki (na bazie cementu czy anhydrytu), szybkowiążące zaprawy specjalne czy kleje do płytek upłynnione. Mogą być stosowane ponadto w recepturach niektórych suchych mieszanek zapraw murarskich, podkładów czy betonów.
Domieszki przyspieszające wiązanie i twardnienie cementu
Domieszki przyspieszające wiązanie to środki chemiczne skracające czas, w jakim mieszanka zarobiona wodą przechodzi ze stanu plastycznego do stanu sztywnego [6]. Efekt ten wykorzystywany jest w przypadku produktów dedykowanych do prac, gdzie wymagane jest szybkie tempo (np. mocowania różnych elementów w betonie, tynku czy murze, szybkich uszczelnień punktowych, szybkich drobnych napraw, wypełniania otworów montażowych itp.). Można je także stosować w przypadku prowadzenia prac w stosunkowo niskich temperaturach, ale tylko w przypadku, jeśli taka domieszka przyspiesza, obok wiązania, również twardnienie tworzywa cementowego.
Zgodnie z zapisami powoływanej już wcześniej normy na domieszki do betonu, przy 5°C domieszka przyspieszająca wiązanie powinna zapewniać początek wiązania o co najmniej 60% krótszy w porównaniu z mieszanką betonową bez domieszki (kontrolną).
Produkty domieszkowe dostępne na rynku, na przykład azotan (V) wapnia czy węglan litu, przyczyniają się do przyspieszenia procesu hydratacji cementu, w którym wydzielane jest ciepło. Ponadto domieszki przyspieszające wiązanie mogą obniżać temperaturę zamarzania wody. Najczęściej domieszki te przyspieszają również twardnienie.
Domieszki przyspieszające twardnienie to środki, które podnoszą wytrzymałość wczesną stwardniałej zaprawy czy betonu. Raz jeszcze odnosząc się do stawianych w normie PN-EN 934-2 wymagań [10], należy oczekiwać, że domieszka przyspieszająca twardnienie pozwoli na uzyskanie przynajmniej 120% wytrzymałości na ściskanie betonu kontrolnego po 24 godz. w 20°C [6].
Badając beton z domieszką przy 5°C, oczekujemy rezultatu przynajmniej 130% wytrzymałości na ściskanie betonu kontrolnego po 48 godz. Ponieważ przyspieszony proces hydratacji cementu nie zawsze sprzyja uzyskiwaniu tych samych lub odpowiednio wykształconych produktów reakcji, wytrzymałość końcowa zaprawy czy betonu z tego rodzaju domieszką może być niższa. Beton z domieszką badany po 28 dniach w 20°C powinien zachować przynajmniej 90% wytrzymałości na ściskanie betonu kontrolnego.
Wśród szerokiej gamy przyspieszaczy twardnienia najczęściej stosuje się, w zależności od rodzaju produktu: mrówczan wapnia, węglan litu, niektóre rodanki czy dodatkowe spoiwo w postaci cementu glinowego. Inne czasem stosowane produkty przyspieszające twardnienie to: tiocyjanian sodu, azotan wapnia, trietanoloaminy i azotyn wapnia.
Wśród wymienionych domieszek najczęściej stosowany jest mrówczan wapnia – sól wapniowa kwasu mrówkowego o wzorze sumarycznym CaC2H2O4. Mrówczan wapnia przyspiesza twardnienie, ale nie przyspiesza wiązania. Zaletą tego dodatku jest przyspieszenie narastania wytrzymałości zapraw w niskich temperaturach, zarówno wczesnej (1–3 dni), jak i normowej (po 28 dniach). Zwiększa on ponadto przyczepność wyrobów aplikowanych w cienkiej warstwie (np. kleje do płytek czy do ociepleń). Mrówczan wapnia działa szczególnie dobrze w przypadku stosowania cementów „szybkich”, tj. klasy 52,5R ew. 42,5R. W przypadku stosowania cementów niższych klas jego działanie jest mocno ograniczone.
Reakcje chemiczne i zjawiska fizyczne zachodzące w procesie hydratacji cementu są skomplikowane i w wielu przypadkach nie do końca wyjaśnione. Z reguły przyspieszacze reagują z glinianami i glinianożelazianami wapniowymi zawartymi w cemencie z utworzeniem nowych faz (np. dodatkowych ilości ettringitu) oraz wpływają katalitycznie na proces hydratacji krzemianów wapniowych ze zwiększonym wydzielaniem fazy C-S-H, co skutkuje skróceniem okresu indukcji występującego w początkowym stadium hydratacji cementu [7].
Wiele produktów domieszkowych dostępnych na rynku przyspiesza zarówno wiązanie mieszanki, jak i twardnienie zaprawy czy betonu, na przykład węglan litu [29]. Sam proces uzyskiwania wytrzymałości w kontekście omawianych prac w warunkach niskich temperatur jest również istotny, ponieważ poniżej pewnej granicznej wartości wytrzymałości zaprawa/beton nie mogą zostać uznane za mrozoodporne [6, 7].
W literaturze podawana jest wytrzymałość tworzywa cementowego na poziomie co najmniej 5 MPa, jako wartość graniczna, przy której zaprawa czy beton może zostać poddany procesom zamrażania i rozmrażania [30–31]. Warto ponadto przytoczyć wytyczne normy PN-EN 13670 (dotyczącej pielęgnacji świeżo wykonanego betonu) [32]. Z punktu widzenia warunków termicznych w czasie dojrzewania, powierzchnia betonu nie powinna spaść poniżej 0°C, dopóki powierzchnia betonu nie osiągnie wytrzymałości, przy której jest odporna na zamrażanie bez uszkodzeń (fc ≥ 5 MPa) [30, 32].
Domieszki przyspieszające twardnienie są istotnym składnikiem zapraw stosowanych w szybkich naprawach, jak również w produktach wymagających podjęcia dalszych prac nie później jak w tym samym dniu czy ew. następnego dnia, na przykład kleje do płytek (nie tylko te szybkowiążące), kleje do ociepleń lub też są stosowane jako domieszki przeciwmrozowe („zimowe”), dodawane bezpośrednio na placu budowy podczas procesu mieszania danej zaprawy/betonu z wodą, umożliwiając prace w tzw. łagodnych warunkach zimowych. Domieszki przyspieszające twardnienie są też dodawane w recepturach produktów „zimowych”, jak na przykład zaprawy cienkowarstwowe czy kleje do ociepleń. Przy czym należy wspomnieć, że domieszki do prac zimowych mogą mieć kompleksowy charakter oddziaływań. Oprócz opisanego przyspieszenia twardnienia, stosuje się bowiem do takich zastosowań domieszki upłynniające i napowietrzające.
Prowadzenie prac w warunkach niskich temperatur jest tym obszarem technologii suchych zapraw i betonu, który przysparza sporo problemów jakościowych wynikających z nieświadomości procesów, jakie zachodzą podczas hydratacji. Niekiedy, niesłusznie, domieszki przyspieszające twardnienie traktowane są jako panaceum na panujący w zimie mróz, w związku z czym zaniedbywana lub pomijana jest pielęgnacja temperaturowa mieszanki i aplikowanej zaprawy czy ułożonego betonu. Im niższa temperatura, tym wolniej przebiegają reakcje chemiczne procesu hydratacji cementu. Przy -7°C praktycznie nie zachodzi wiązanie cementu, a zaprawa i mieszanka betonowa zamarza.
Wymienione mechanizmy umożliwiają prowadzenie prac w warunkach niskich temperatur, znacząco wydłużając sezon tego rodzaju robót budowlanych, same w sobie nie są jednak wystarczające, dlatego też receptury suchych zapraw przeznaczonych do prowadzenia prac w niskich temperaturach muszą być odpowiednio dopracowane i sprawdzone w praktyce.
Domieszki opóźniające wiązanie wyrobów na bazie cementu
Domieszki opóźniające wiązanie (retardanty) są środkami chemicznymi przedłużającymi okres indukcji i następujący po nim proces wzmożonej hydratacji cementu. Popularnie stosowane domieszki opóźniają zarówno początek, jak i koniec czasu wiązania mieszanki betonowej. W przeciwieństwie do domieszek przyspieszających wiązanie i/lub twardnienie, beton zaprojektowany z użyciem środka opóźniającego może cechować się wyższą wytrzymałością, zwłaszcza po długim okresie dojrzewania.
Zasadą działania, jaką można przyjąć w przypadku „opóźniaczy”, jest blokowanie powierzchni ziaren cementu przed dostępem wody. Tak długo, jak środek opóźniający utrudnia wodzie rozpuszczanie składników spoiwa, spowolnione są procesy, w wyniku których mieszanka tężeje, a następnie wiąże.
Powszechnie stosowane domieszki opóźniające można podzielić na dwie zasadnicze grupy [6]:
- związki organiczne (wielkocząsteczkowe, np. cukry),
- związki nieorganiczne (np. sole kwasu fosforowego, sole kwasu fluorowodorowego).
Domieszki takie są często dodawane latem przy produkcji betonu towarowego. Ich stosowanie w suchych mieszankach chemii budowlanej jest znikome.
Podsumowanie
Podsumowując tematykę domieszek, stanowią one nieodzowny składnik nowoczesnych suchych mieszanek chemii budowlanej. Opisane wyżej składniki mają bowiem istotny wpływ na kształtowanie zarówno właściwości roboczych zaprawy po zarobieniu wodą, jak i właściwości użytkowych tworzywa po stwardnieniu. Zakres stosowania domieszek chemicznych zależy od rodzaju produkowanego wyrobu.

Przy opracowywaniu receptur zapraw należy brać pod uwagę charakter produktu, jego przeznaczenie oraz projektowane właściwości, tj. dobrą urabialność oraz łatwość nakładania i obróbki, odpowiednio wysoką przyczepność do podłoża, wytrzymałość i ewentualnie właściwości specjalne, takie jak np. obniżony spływ, wysoka elastyczność, zdolność do szybkiego wiązania i twardnienia czy wydłużony czas otwarty pracy z zaprawą itp.
W artykule wykorzystano fragmenty książki „Chemia budowlana – produkty, właściwości, wykonawstwo”, autor: dr inż. Sławomir Chłądzyński, wydanej w 2024 roku przez Grupę MEDIUM.
Książka do kupienia na www.ksiegarniatechniczna.com.pl
Literatura
1. Chłądzyński S., „Składniki zapraw klejowych do płytek. Część IV – Włókna celulozowe”, „IZOLACJE” 6/2008, s. 42–45.
2. Materiały Seminarium Technicznego „Zakobuilding 2008” zorganizowanego przez firmę Rettenmaier Polska Sp. z o.o., Zakopane, 7–9.02.2008.
3. Pietrasik K., Rudnik E., „Zastosowanie celulozy i jej pochodnych w budownictwie”, „Materiały Budowlane” 9/1999, s. 95 i 102.
4. Kurach P., Kowalski P., „Wpływ włókien na właściwości wyrobów chemii budowlanej”, „Materiały Budowlane” 1/1999, s. 108–109.
5. Chłądzyński S., „Spoiwa gipsowe w budownictwie”, Dom Wydawniczy MEDIUM, Wydanie I, Warszawa 2008.
6. Badziąg B., „Rodzaje domieszek chemicznych i ich rola w kształtowaniu właściwości betonów cementowych”. „IZOLACJE” 11/12/2016, s. 73–79.
7. Młodecki J., Stebnicka I., „Domieszki do betonu”, Warszawa, Centralny Ośrodek Informacji Budownictwa, 1996.
8. Rusin Z., „Technologia betonów mrozoodpornych”, Polski Cement, Kraków 2002.
9. Wawrzeńczyk J., Molendowska A., Juszczak T., „Wpływ charakterystyk porowatości na trwałość mrozową oraz wytrzymałość betonów napowietrzonych”, „Ochrona przed korozją” nr 5s/A/2008, s. 281–286.
10. PN-EN 934-2+A1:2012, „Domieszki do betonu, zaprawy i zaczynu. Część 2: Domieszki do betonu. Definicje, wymagania, zgodność, oznakowanie i etykietowanie”.
11. Praca zbiorowa pod redakcją J. Deji (współautorzy: Gawlicki M., Kohutek Z.B., Kotwica Ł, Łagosz A., Mróz R., Pichór W.), „Beton. Technologie i metody badań”, Stowarzyszenie Producentów Cementu, Kraków 2020.
12. Kurdowski W., „Chemia cementu i betonu”, Stowarzyszenie Producentów Cementu, Kraków 2010.
13. Daimon M., Abo El Enein SA, Hosaka G., Goto S., Kondo R., „Journal of the American Ceramic Society” nr 60/1977, s. 110.
14. Oberholster R.E., „8th ICCC Rio de Janeiro”, t. I, s. 323, Rio de Janeiro 1986.
15. Mierzwa J., „Domieszki stosowane przy wytwarzaniu betonu i ich wpływ na jego właściwości w konstrukcji”, XVII Ogólnopolska Konferencja „Warsztat Pracy Projektanta Konstrukcji”, Ustroń, 20–23.02.2002.
16. Chłądzyński S., „Znaczenie chemii budowlanej w technologii suchych mieszanek gipsowych”, „IZOLACJE” 7–8/2007, s. 52–55.
17. Chłądzyński S, Urban J., Nosal K., „Rola domieszek chemicznych w kształtowaniu właściwości spoiw gipsowych”, „Prace IMMB”, nr 41/42, s. 84–96, Opole 2007.
18. Nixom R., Mailvaganam N., „Chemical Admixtures for Concrete”, E & F Spon, London 1999.
19. Kucharska L., „Tradycyjne i współczesne domieszki do betonu zmniejszające ilość wody zarobowej”, „Cement-Wapno-Beton” 2/2000, s. 46–49.
20. Łukowski P., „Domieszki do zapraw i betonów”, Polski Cement, Kraków 2003.
21. Czarnecki L., „Chemia budowlana w praktyce”, „Materiały Budowlane” 2/2010, s. 22–24.
22. Łukowski P., „Znaczenie chemii budowlanej w technologii betonu – osiągnięcia i perspektywy”, Dni Betonu 2014, Stowarzyszenie Producentów Cementu, Kraków 2014.
23. Aïtcin P., R. Flatt, „Science and Technology of Concrete Admixtures”, Elsevier, Cambridge 2016.
24. Łukowski P., „Modyfikacja materiałowa betonu”, Stowarzyszenie Producentów Cementu, Kraków 2016.
25. Neville A.M., „Właściwości betonu”, Wydanie V, Stowarzyszenie Producentów Cementu, Kraków 2012.
26. Yamada K., Takahashi T., Hanahera S., Matsuhisa M., „Effects of the chemical structure on properties of polycarboxylatetype superplasticizer”, „Cement and Ceoncrete Research” 2/2000, s. 197–207.
27. Świerczyński W., Czołgosz R., „Polimerowe superplastyfikatory III generacji w betonach towarowych – przyszłość domieszek”, Konferencja „Dni Betonu 2004”, Stowarzyszenie Producentów Cementu, Kraków 2004.
28. Czołgosz R., Świerczyński W., „Beton SCC i ASCC w prefabrykacji”, „Materiały Budowlane” 11/2000, s. 21–22.
29. Niziurska M., „Wpływ węglanu litu na proces hydratacji cementu glinowego i właściwości zapraw kompozytowych”, praca doktorska, Akademia Górniczo-Hutnicza, Kraków 2019.
30. Bajorek G., „Rola domieszek w betonowaniu zimowym”, „Materiały Budowlane” 12/2013, s. 20–22.
31. Bajorek G., „Betonowanie zimą”, „Budownictwo–Technologie–Architektura” 4/2007, s. 48–53.
32. PN-EN 13670:2011, „Wykonywanie konstrukcji z betonu”.