Wzrastająca liczba samochodów i zmniejszająca się powierzchnia do składowania odpadów to dwa główne powody, które skłaniają do powtórnego zastanowienia się nad możliwością wykorzystania odpadów pochodzących ze zużytych opon samochodowych w drogownictwie, w szczególności do produkcji mieszanek mineralno-asfaltowych.
Pręty kompozytowe wykorzystywane są w konstrukcjach budowlanych od kilkudziesięciu lat. Wysoka odporność na korozję, duża wytrzymałość na rozciąganie, obojętność elektromagnetyczna oraz łatwość cięcia...
Pręty kompozytowe wykorzystywane są w konstrukcjach budowlanych od kilkudziesięciu lat. Wysoka odporność na korozję, duża wytrzymałość na rozciąganie, obojętność elektromagnetyczna oraz łatwość cięcia to główne czynniki decydujące o wyborze prętów kompozytowych jako zbrojenia konstrukcji. Liczne realizacje, w których zastosowano takie zbrojenie oraz pozytywne wyniki wielu badań świadczą o tym, iż jest ono dobrą alternatywą dla klasycznej stali zbrojeniowej.
Pręty kompozytowe stwarzają wiele możliwości zastosowania w konstrukcjach budowlanych wszędzie tam, gdzie tradycyjne zbrojenie stalowe przestaje być efektywne. Wśród nich największą popularnością w realizacjach...
Pręty kompozytowe stwarzają wiele możliwości zastosowania w konstrukcjach budowlanych wszędzie tam, gdzie tradycyjne zbrojenie stalowe przestaje być efektywne. Wśród nich największą popularnością w realizacjach budowlanych cieszą się pręty kompozytowe oparte na włóknie szklanym. Ciekawą propozycją wykorzystania materiałów FRP jest ich zastosowanie w budownictwie betonowym jako deskowanie tracone. Nie jest to metoda powszechna i znajduje uznanie głównie w Stanach Zjednoczonych.
Intensywny rozwój infrastruktury drogowej skutkuje prowadzeniem nowych szlaków komunikacyjnych na terenach dotąd niewykorzystywanych ze względu na wystąpienie w podłożu gruntów słabych i bardzo ściśliwych....
Intensywny rozwój infrastruktury drogowej skutkuje prowadzeniem nowych szlaków komunikacyjnych na terenach dotąd niewykorzystywanych ze względu na wystąpienie w podłożu gruntów słabych i bardzo ściśliwych. W takich przypadkach najczęściej stosuje się wzmocnienie podłoża poprzez zastosowanie pali, kolumn, zbrojenia geosyntetykami.
Każdego roku w Polsce przybywa ponad 100 tys. ton zużytych opon, których zgodnie z uchwaloną przez Parlament Europejski dyrektywą Landfill 1999/31/EC nie można składować nawet w postaci rozdrobnionej. Należy zatem przypuszczać, że w niedalekiej przyszłości stan zagospodarowania opon w Polsce będzie musiał ulec zmianie. W artykule zostaną przedstawione wyniki badań zastosowania odpadów gumowych ze zużytych opon samochodowych (granulatu) do produkcji mieszanek mineralno-asfaltowych typu betonowego.
Odpady gumowe ze zużytych opon samochodowych
Głównym źródłem odpadów gumowych są zużyte opony samochodowe zawierające wiele różnych materiałów, z których najwięcej jest mieszanki gumowej. Zawiera ona w zależności od przeznaczenia średnio 57% kauczuku naturalnego i syntetycznego oraz 30% sadzy (wypełniacza). Pozostałe 13% przypada na dodatki, które pełnią funkcje zmiękczające, wulkanizujące i antyutleniające [4]. Pierwszym etapem w procesie przeróbki i ponownego wykorzystania gumy pochodzącej ze zużytych opon samochodowych jest rozdrobnienie. Stosowane są dwie metody rozdrabniania opon samochodowych [2]:
mechaniczne cięcie i rozcieranie w temperaturze otoczenia,
rozdrabnianie kriogeniczne przy użyciu ciekłego azotu.
Oprócz gumy rozdrobnione opony zawierają również kawałki włókna i drutu stalowego, które oddziela się od granulatu gumowego. Proces rozdrobnienia prowadzi się do momentu uzyskania frakcji o pożądanych rozmiarach. Największe znaczenie z punktu widzenia wykorzystania rozdrobnionych opon do modyfikacji mieszanek mineralno-asfaltowych mają cząstki gumy od 1 do 10 mm i cząstki poniżej 1 mm (nazywane odpowiednio granulatem i miałem) [3]. Po porównaniu dwóch metod rozdrabniania zużytych opon samochodowych można stwierdzić, że cząsteczki uzyskane po zastosowaniu metody kriogenicznej (uzyskane z łamania i rozbijania) są gładkie i kubiczne oraz charakteryzują się małą powierzchnią właściwą. Natomiast cząstki otrzymywane w metodzie mechanicznej (uzyskane z cięcia i rozdrabniania) mają dużą powierzchnię właściwą, są szorstkie i mają nieregularny kształt. Koszty rozdrabniania opon (zużycia prądu, konserwacji) metodą kriogeniczną są niższe niż metodą mechaniczną. Ponadto w metodzie mechanicznej istnieje konieczność przynajmniej dwukrotnego rozdrabniania z uwagi na niewielki zakres wielkości ziaren otrzymywany w wyniku jednokrotnego rozdrabniania. Ten problem nie występuje przy rozdrabnianiu opon samochodowych za pomocą ciekłego azotu. Rozdrabnianie zużytych opon samochodowych metodą mechaniczną jest droższe i wymaga większych nakładów energii niż rozdrabnianie metodą kriogeniczną. Jednakże w celu uzyskania jednorodnej mieszaniny asfaltu z gumą korzystniejsze jest stosowanie miału gumowego otrzymywanego metodą mechaniczną [6].
Można wyróżnić dwie podstawowe metody dozowania granulatu gumowego do kompozytów mineralno-asfaltowych [2]:
sucha (dry process),
mokra (wet process).
Pierwsza metoda (sucha) polega na dodaniu granulatu gumowego do mieszanki mineralno-asfaltowej. Druga (mokra) polega na wprowadzeniu drobnoziarnistego granulatu gumowego (o uziarnieniu poniżej 1 mm) do asfaltu, które spełnia rolę lepiszcza w mieszance mineralno-asfaltowej. Dodatek rozdrobnionej gumy w tej metodzie wynosi od 10 do 20%. W metodzie na mokro stosuje się kilka sposobów wprowadzania miału gumowego do asfaltu [2]. Oprócz możliwości zastosowania odpadów gumowych ze zużytych opon samochodowych przy produkcji tradycyjnych mieszanek mineralno-asfaltowych metodą suchą to lepiszcze gumowo-asfaltowe wykorzystuje się przy produkcji [5]:
mas zalewowych do wypełniania szczelin dylatacyjnych i innych, pokrowców nawierzchniowych SAM, które znajdują zastosowanie w postaci membran absorbujących naprężenia i tym samym obniżenia podatności na zmęczenie i zwiększenie efektów tłumienia hałasu,
warstw międzywarstwowych SAMI, których celem jest przeciwdziałanie propagacji spękań i penetracji wilgoci,
mieszanek mineralno-gumowo-asfaltowych, w których funkcję lepiszcza pełni asfalt modyfikowany miałem gumowym. Produkowane są mieszanki o uziarnieniu ciągłym i przerywanym,
mieszanek mineralno-gumowo-asfaltowych stosowanych do wykonywania nawierzchni drenujących,
warstw wodochronnych stosowanych do zabezpieczenia konstrukcji nawierzchni przed filtracją wody.
Metody i materiały użyte do badań
Mieszanki mineralno-asfaltowe modyfikowane granulatem gumowym metodą suchą zostały poddane badaniom laboratoryjnym. Wpływ granulatu gumowego na cechy fizyko-mechaniczne mieszanek mineralno-asfaltowych badano na podstawie pomiaru ich podstawowych właściwości, m.in. gęstości strukturalnej, zawartości wolnej przestrzeni, stabilności i odkształcenia. W badaniach wykorzystano mieszankę mineralno-asfaltową o uziarnieniu do 12,8 mm przeznaczoną do warstw ścieralnych nawierzchni na kategorię ruchu KR3 o zawartości granulatu gumowego od 0 do 3%. Górną granicę zawartości granulatu ustalono na podstawie analizy literatury technicznej [5]. Przy modyfikacji betonu asfaltowego wykorzystano granulat gumowy pochodzący z rozdrobnienia metodą mechaniczną opon samochodów ciężarowych o uziarnieniu do 3 mm. Udział procentowy ziaren większych niż 2 mm w granulacie przekraczał 70%. Modyfikację przeprowadzono metodą suchą, która polegała na dodatku granulatu gumowego wagowo w różnych ilościach do mieszanki mineralnej, a wymianie podlegała część frakcji #2/5 mm. Krzywą uziarnienia przyjętej do badań mieszanki mineralnej wraz z krzywymi granicznymi przedstawiono na rys. 1.
Zawartość asfaltu w stosunku do masy mieszanki mineralnej Ak = 5,4% określono na podstawie jej powierzchni właściwej F = 16,6 m²/kg i założonej grubości otoczki asfaltowej b = 3,2 μm [1]. Zatem ilość asfaltu w stosunku do całkowitej masy mieszanki mineralno-asfaltowej wynosi Am = 5,2%.
Do badań wykorzystano asfalt drogowy 50/70, który charakteryzował się penetracją 62 · 0,1 mm i temperaturą mięknienia TPiK równą 47,4°C. Na ich podstawie obliczono wskaźnik wrażliwości temperaturowej A = 0,0496 i indeks penetracji PI = –1,38.
Granulat gumowy dodawano do rozgrzanej do temperatury 160°C mieszanki mineralnej i mieszano przez 20 s. W dalszej kolejności dodawano rozgrzany do temperatury 140°C asfalt. Czas mieszania wynosił 4–5 min. Następnie mieszankę mineralnoasfaltową z dodatkiem gumy przechowywano w temperaturze 135°C przez 45 min. W ramach badań wykonano 6 zarobów (tabela 1). Dla każdej mieszanki wykonano po 3 próbki, które zagęszczano po 75 uderzeń na każdą jej stronę w temperaturze 135±3°C.
W celu zmniejszenia liczby zarobów zamiast metody badań kompletnych wykorzystano planowanie sympleksowe charakterystyczne dla badań właściwości mieszaniny zależnej od jej składu.
Wyniki badań i ich analiza
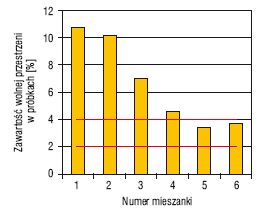
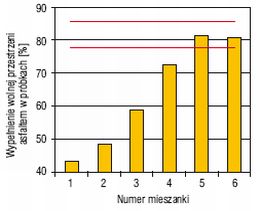
Na podstawie wyników badań można stwierdzić, że w przypadku modyfikacji mieszanki mineralno-asfaltowej granulatem gumowym pochodzącym ze zużytych opon nie udało się uzyskać mieszanki (nr 1–3), która spełnia wymagania normy PN -S -96025:2000 „Drogi samochodowe i lotniskowe. Nawierzchnie asfaltowe. Wymagania” stawiane mieszankom #0/12,8 mm przeznaczonym do stosowania jako warstwa ścieralna dla kategorii ruchu KR3. Stabilność i odkształcenie mieszanek zawierających granulat są mniejsze niż wymagane. Ponadto nie uzyskano ani wymaganej zawartości wolnej przestrzeni w próbkach (rys. 2), ani wypełnienia wolnej przestrzeni asfaltem (rys. 3).
Rys. 2. Zawartość wolnej przestrzeni w próbkach różnych mieszanek (czerwona linia oznacza wymagania normy PN-S-96025:2000)
Rys. 3. Wypełnienie wolnej przestrzeni asfaltem w próbkach różnych mieszanek (czerwona linia oznacza wymagania normy PN-S-96025:2000)
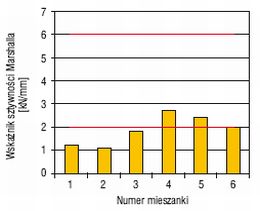
Rys. 4. Wskaźnik sztywności Marshalla różnych mieszanek (czerwona linia oznacza zakres wartości wskaźnika sztywności Marshalla przyjęty w literaturze w odniesieniu do mieszanek charakteryzujących się odpowiednią odpornością na deformacje trwałe)
Wartości stabilności i odkształcenia poszczególnych mieszanek wykorzystano do obliczenia wskaźnika sztywności Marshalla. Pozwala on wstępnie ocenić mechaniczne cechy mieszanek. Zazwyczaj wartość ta nie powinna być mniejsza niż 2, a większa od 6 kN/mm [1].
Analiza wskaźników sztywności Marshalla (rys. 4) mieszanek z różną ilością granulatu gumowego wskazuje, że ich wartości są mniejsze niż 2 kN/mm i dlatego można przypuszczać, że charakteryzują się małą odpornością na deformacje trwałe.
Przy ocenie wpływu granulatu gumowego na cechy fizyko-mechaniczne betonu asfaltowego wykorzystano metodę analizy statystycznej dla mieszanin z wykorzystaniem programu Statistica. Wybrane wyniki przeprowadzonej analizy przedstawiono w tabeli 2.
Podjęto próbę wyznaczenia współczynników równania, w którym cechy mieszanki mineralno-asfaltowej, takie jak: zawartość wolnej przestrzeni, wypełnienie wolnej przestrzeni asfaltem i wskaźnik sztywności Marshalla, uznano jako zmienne zależne od składników tworzących mieszankę mineralno-asfaltową (asfaltu, granulatu gumowego i mieszanki mineralnej).
Niezawodność każdego modelu oceniano na podstawie: współczynnika determinacji R2 i poziomu p. Przyjmując wartość krytyczną rozkładu t-Studenta równą 3,182 przy poziomie istotności α = 0,05 i 3 stopniach swobody, można określić, które współczynniki funkcji są istotne (wartość poziomu p jest większa od poziomu istotności α = 0,05). Kwadrat współczynnika korelacji wielokrotnej R2 (współczynnik determinacji) jest we wszystkich przypadkach dość wysoki, co świadczy o dobrym dopasowaniu obliczonego równania do danych doświadczalnych. Natomiast z analizy wariancji wynika, że obliczone wartości statystyki F znacznie przekraczają wartość krytyczną, która na poziomie istotności α =0,05 i przy 3 stopniach swobody dla licznika i 2 stopniach swobody dla mianownika wynosi 19,16. Wynika stąd, że cała rozpatrywana zależność jest istotna, lecz wzajemne korelacje między wprowadzonymi funkcjami zmiennych niezależnych powodują, że niektóre z nich są nieistotne.
Wnioski
Na podstawie badań, analizy otrzymanych wyników oraz studiów literaturowych można sformułować następujące wnioski:
podstawową trudnością przy modyfikacji mieszanek mineralno-asfaltowych typu betonowego granulatem gumowym za pomocą metody suchej jest uzyskanie wymaganych cech mieszanek;
choć przeprowadzone badania nie wykazały, że istnieje możliwość uzyskania mieszanki mineralno-asfaltowej spełniającej wymagania dotyczące betonu asfaltowego o uziarnieniu do 12,8 mm przeznaczonej do stosowania jako warstwy ścieralne, to zdaniem autora optymalna zawartość granulatu w mieszankach mineralno-asfaltowych wynosi 1±0,5% (wagowo);
analiza statystyczna dowiodła, że jednym z istotniejszych składników mieszanek mineralno-asfaltowych modyfikowanych granulatem obok mieszanki mineralnej jest ilość granulatu gumowego, która wywiera znaczny wpływ na właściwości fizykomechaniczne mieszanek mineralno-asfaltowych. Wzrost ilości granulatu w mieszankach typu betonowego powoduje wzrost zawartości wolnej przestrzeni oraz zmniejszenie wypełnienia wolnej przestrzeni asfaltem i wskaźnika sztywności Marshalla;
zastosowanie odpadów gumowych ze zużytych opon samochodowych, a zwłaszcza granulatu przy produkcji mieszanek mineralno-asfaltowych, może przyczynić się do zmniejszenia zanieczyszczenia środowiska naturalnego przy założeniu opracowania właściwej technologii.
Podsumowując, należy zaznaczyć, że największe szanse powodzenia przy modyfikacji granulatem gumowym w metodzie suchej mają mieszanki mineralno-asfaltowe, których krzywe uziarnienia charakteryzują się nieciągłym uziarnieniem. Do tego typu mieszanek należą przede wszystkim MNU (mieszanki o nieciągłym uziarnieniu) i SMA (mastyks grysowy). Zawierają one ponad 70% grysów tworzących szkielet nośny, którego pory wypełnione są mastyksem. Tak duża ilość grysów wzajemnie się klinujących zapewni z jednej strony odpowiednią odporność na deformacje trwałe, a z drugiej odpowiednią zawartość wolnych przestrzeni w szkielecie mineralnym, który wypełniony będzie mastyksem (asfalt, piasek, granulat i dodatek stabilizujący).
Literatura
K. Błażejowski, S. Styk, „Technologia warstw asfaltowych”, WKiŁ, Warszawa 2004.
R. Horodacka, M. Kalabińska, J. Piłat, P. Radziszewski, D.Sybilski, „Wykorzystanie zużytych opon samochodowych w budownictwie drogowym”, „Studia i materiały”, zeszyt 54, IBDiM, Warszawa 2002.
M. Malesa, L. Pyskło, „Wprowadzenie do Recyklingu Opon: 2004”, Stowarzyszenie Przemysłu Gumowego EKOGUMA, Piastów, wrzesień 2004.
U. Mielicke, D. Schlag, „Entsorgung von Altreifen in Baden-Württemberg. Landesanstalt für Umweltschutz Baden-Württemberg”, Karlsruhe 2002.
J. Piłat, P. Radziszewski, „Nawierzchnie asfaltowe”, WKiŁ, Warszawa 2004.
Lafarge w Polsce oferuje pierwszy beton o zerowym i obniżonym śladzie węglowym. W obu przypadkach obniżenie śladu węglowego o 48% jest możliwe dzięki przygotowaniu odpowiedniej receptury, a także wykorzystaniu...
Lafarge w Polsce oferuje pierwszy beton o zerowym i obniżonym śladzie węglowym. W obu przypadkach obniżenie śladu węglowego o 48% jest możliwe dzięki przygotowaniu odpowiedniej receptury, a także wykorzystaniu surowców oraz cementu o niskim śladzie węglowym. W przypadku betonu zeroemisyjnego dalsza redukcja do zera możliwa jest z pomocą systemu kompensat ONZ.
Stowarzyszenie Producentów Cementu w pełni docenia i popiera działania podjęte przez Rząd, które mają na celu zminimalizowanie wpływu epidemii koronawirusa na naszą gospodarkę. Zagraża nam kryzys ekonomiczny,...
Stowarzyszenie Producentów Cementu w pełni docenia i popiera działania podjęte przez Rząd, które mają na celu zminimalizowanie wpływu epidemii koronawirusa na naszą gospodarkę. Zagraża nam kryzys ekonomiczny, który może doprowadzić do bardzo poważnych zakłóceń na rynku i oddziaływać na poszczególne branże, sektory i na całe łańcuchy dostaw. W takiej, niespotykanej dotąd sytuacji, kluczowe jest aby podjąć wszelkie możliwe działania w celu utrzymania funkcjonowania sektora budowlanego, który multiplikuje...
Kumulacja inwestycji w gospodarce, niedobór wykwalifikowanych pracowników budowlanych, pełne portfele zamówień generalnych wykonawców i podwykonawców oraz wzrost kosztów produkcji sprawiły, że w ciągu...
Kumulacja inwestycji w gospodarce, niedobór wykwalifikowanych pracowników budowlanych, pełne portfele zamówień generalnych wykonawców i podwykonawców oraz wzrost kosztów produkcji sprawiły, że w ciągu zaledwie kilku lat polski rynek prefabrykacji betonowej podwoił swoją wartość. Co więcej, w najbliższych latach branżę czekają dalsze, choć już mniej dynamiczne, wzrosty. Sprzyjać jej będzie prognozowany wzrost kosztów pracy w budownictwie, wszechobecna presja na skrócenie czasu realizacji obiektów...
Tradycyjnie początek stycznia to czas, kiedy w Bukowinie Tatrzańskiej odbywa się konferencja "Aktualne uwarunkowania prawne i technologiczne dla producentów chemii budowlanej", której organizatorem jest...
Tradycyjnie początek stycznia to czas, kiedy w Bukowinie Tatrzańskiej odbywa się konferencja "Aktualne uwarunkowania prawne i technologiczne dla producentów chemii budowlanej", której organizatorem jest Sieć Badawcza ŁUKASIEWICZ - Instytut Ceramiki i Materiałów Budowlanych. Cykliczne przedsięwzięcie gromadzi ponad 100 uczestników - przede wszystkim przedstawicieli producentów materiałów budowlanych.
Gamę produktów Modeco poszerzono o nowe elektronarzędzia przeznaczone do wiercenia udarowego w betonie. Dzięki wydajnym mechanizmom udarowym, mocnym silnikom i pyłoszczelnym łożyskom, nowe młotowiertarki...
Gamę produktów Modeco poszerzono o nowe elektronarzędzia przeznaczone do wiercenia udarowego w betonie. Dzięki wydajnym mechanizmom udarowym, mocnym silnikom i pyłoszczelnym łożyskom, nowe młotowiertarki przydadzą się wszystkim majsterkowiczom.
Europejskie Stowarzyszenie Przemysłu Cementowego - CEMBUREAU - potwierdza, że przemysł ten deklaruje swój istotny wkład w realizację założeń Zielonego Ładu poprzez dążenie do neutralności klimatycznej...
Europejskie Stowarzyszenie Przemysłu Cementowego - CEMBUREAU - potwierdza, że przemysł ten deklaruje swój istotny wkład w realizację założeń Zielonego Ładu poprzez dążenie do neutralności klimatycznej sektora cementu i betonu w całym łańcuchu dostaw, do roku 2050.
eBeton.pl to pierwszy i jedyny w Polsce serwis umożliwiający zakup betonu za pośrednictwem Internetu, z dostawą pod wskazany adres. Platforma pozwala złożyć zamówienie w pięciu prostych krokach. eBeton.pl...
eBeton.pl to pierwszy i jedyny w Polsce serwis umożliwiający zakup betonu za pośrednictwem Internetu, z dostawą pod wskazany adres. Platforma pozwala złożyć zamówienie w pięciu prostych krokach. eBeton.pl to rozwiązanie skierowane do inwestorów indywidualnych oraz firm wykonawczych budujących domy jednorodzinne.
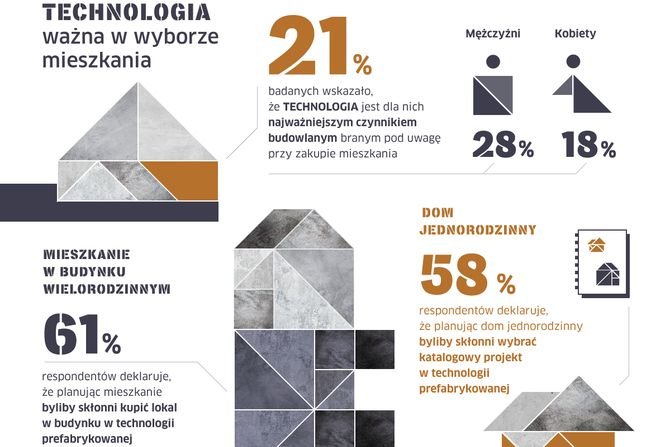
Nowoczesne bloki i domy lubiane szczególnie w Skandynawii już teraz powstają w polskich fabrykach, a wygląda na to, że rodzime zakłady będą produkować coraz więcej również na krajowe potrzeby. W badaniu...
Nowoczesne bloki i domy lubiane szczególnie w Skandynawii już teraz powstają w polskich fabrykach, a wygląda na to, że rodzime zakłady będą produkować coraz więcej również na krajowe potrzeby. W badaniu zrealizowanym na zlecenie Stowarzyszenia Producentów Cementu aż 43% respondentów zgodziło się ze stwierdzeniem, że prefabrykacja betonowa pomoże rozwiązać problemy mieszkaniowe w Polsce.
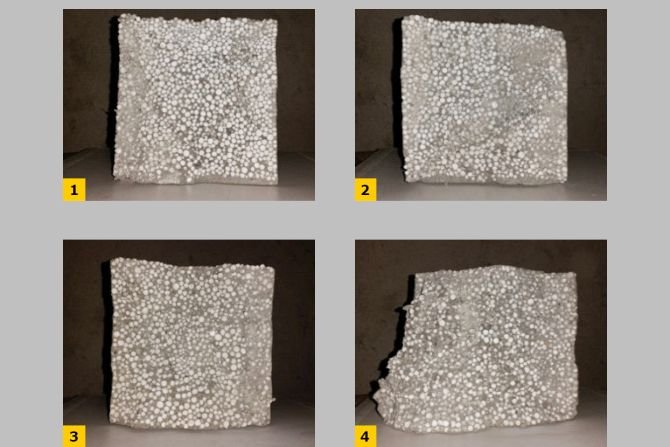
Artykuł przedstawia wyniki badań jego autorów w zakresie wytrzymałości na ściskanie, zginanie oraz badań morfologii powierzchni powstałych na skutek zniszczenia. Wskazujeo korzyści wynikające z zastosowania...
Artykuł przedstawia wyniki badań jego autorów w zakresie wytrzymałości na ściskanie, zginanie oraz badań morfologii powierzchni powstałych na skutek zniszczenia. Wskazujeo korzyści wynikające z zastosowania zeolitów oraz przydatność opisanej metodyki badań morfologii powierzchni.
W ciągu ostatnich trzech dekad obserwuje się bardzo szybki rozwój technologii związanych z betonem. Z prostego i wszechstronnego materiału konstrukcyjnego stał się on materiałem wysokowartościowym (High...
W ciągu ostatnich trzech dekad obserwuje się bardzo szybki rozwój technologii związanych z betonem. Z prostego i wszechstronnego materiału konstrukcyjnego stał się on materiałem wysokowartościowym (High Performance Concrete), który można dostosować do konkretnych zastosowań zgodnie z postawionymi wymaganiami.
Powszechną praktyką jest, że w umowach o wykonanie robót budowlanych, które z reguły przygotowywane są przez prawników, a nie inżynierów budownictwa, nieprawidłowo stosowane jest określenie posadzki jako...
Powszechną praktyką jest, że w umowach o wykonanie robót budowlanych, które z reguły przygotowywane są przez prawników, a nie inżynierów budownictwa, nieprawidłowo stosowane jest określenie posadzki jako wszystkich warstw podłogi, obejmujących zarówno warstwy wykończeniowe, podkład betonowy, na którym zostały one wykonane, jak i pozostałe warstwy znajdujące się poniżej (aż do poziomu konstrukcyjnej przegrody poziomej w przypadku posadzek wykonanych na stropach międzykondygnacyjnych albo warstwy gruntu...
Bloki mieszkalne z wielkiej płyty już na stałe wpisały się w krajobraz Polski i pozostałych krajów dawnego bloku wschodniego. Choć kiedyś były symbolem luksusu, dzisiaj są częściej obiektem żartów i źródłem...
Bloki mieszkalne z wielkiej płyty już na stałe wpisały się w krajobraz Polski i pozostałych krajów dawnego bloku wschodniego. Choć kiedyś były symbolem luksusu, dzisiaj są częściej obiektem żartów i źródłem niepokoju na temat ich stanu technicznego. Rozkwit budownictwa mieszkaniowego z wielkiej płyty przypada w Polsce na lata 70. Jednak jego historia sięga znacznie dalej. Pierwszym osiedlem wybudowanym w tej technologii było osiedle Betondorp w Amsterdamie, którego nazwa w języku niderlandzkim oznacza...
Według normy PN-EN 206:2014 [1] dodatkiem do betonu nazywany jest drobnoziarnisty materiał nieorganiczny, używany w celu polepszenia określonych właściwości betonu lub osiągnięcia specjalnych właściwości.
Według normy PN-EN 206:2014 [1] dodatkiem do betonu nazywany jest drobnoziarnisty materiał nieorganiczny, używany w celu polepszenia określonych właściwości betonu lub osiągnięcia specjalnych właściwości.
Poniższy artykuł stanowi rozszerzenie i uzupełnienie treści zawartych we wcześniej opublikowanym tekście pt. "Hydrofobizacja w masie (cz.1) - wpływ krzemoorganicznych domieszek na właściwości wilgotnościowe...
Poniższy artykuł stanowi rozszerzenie i uzupełnienie treści zawartych we wcześniej opublikowanym tekście pt. "Hydrofobizacja w masie (cz.1) - wpływ krzemoorganicznych domieszek na właściwości wilgotnościowe zapraw i zaczynów cementowych" [1]. Poznaj wyniki badań wytrzymałości na ściskanie i zginanie zaprawy cementowej.
W książce omówiono problematykę bezpieczeństwa pożarowego konstrukcji z betonu. Scharakteryzowano termiczne i mechaniczne oddziaływania na konstrukcje, właściwości betonu oraz elementów żelbetowych i sprężonych...
W książce omówiono problematykę bezpieczeństwa pożarowego konstrukcji z betonu. Scharakteryzowano termiczne i mechaniczne oddziaływania na konstrukcje, właściwości betonu oraz elementów żelbetowych i sprężonych w warunkach pożarowych. Opracowanie jest skierowane przede wszystkim do projektantów i wykonawców konstrukcji żelbetowych oraz rzeczoznawców ds. zabezpieczeń przeciwpożarowych.
Definiując beton wodoszczelny mający zastosowanie w realizacji obiektów tworzących barierę dla wody, nie sposób zacząć bez określenia, że jest to taki rodzaj betonu, który izoluje ze względu na swoje właściwości.
Definiując beton wodoszczelny mający zastosowanie w realizacji obiektów tworzących barierę dla wody, nie sposób zacząć bez określenia, że jest to taki rodzaj betonu, który izoluje ze względu na swoje właściwości.
Styrobeton jest produktem powstałym z połączenia betonu i granulatu styropianowego. Może być wykorzystywany do produkcji bloczków do budowy ścian nośnych i działowych, a także do wykonywania ścian, poprzez...
Styrobeton jest produktem powstałym z połączenia betonu i granulatu styropianowego. Może być wykorzystywany do produkcji bloczków do budowy ścian nośnych i działowych, a także do wykonywania ścian, poprzez wylewanie w szalunki ścienne płynnego betonu z granulatem styropianowym.
Podstawowe wymagania stawiane konstrukcji nawierzchni drogowej to rozłożenie naprężeń od kół pojazdów na podłoże gruntowe oraz zapewnienie bezpieczeństwa i komfortu jazdy pojazdów. Dodatkowe współczesne...
Podstawowe wymagania stawiane konstrukcji nawierzchni drogowej to rozłożenie naprężeń od kół pojazdów na podłoże gruntowe oraz zapewnienie bezpieczeństwa i komfortu jazdy pojazdów. Dodatkowe współczesne wymagania dla nawierzchni drogowych wynikają z doktryny zrównoważonego rozwoju i z potrzeby zachowania racjonalności ekonomicznej.
Współczesne projekty inżynierskie dotyczące specjalnych obiektów budowlanych, takich jak budynki wysokościowe, mosty, elektrownie, silosy czy obiekty hydrotechniczne, wymagają od projektantów i wykonawców...
Współczesne projekty inżynierskie dotyczące specjalnych obiektów budowlanych, takich jak budynki wysokościowe, mosty, elektrownie, silosy czy obiekty hydrotechniczne, wymagają od projektantów i wykonawców biegłości w sztuce inżynierskiej. Muszą oni nie tylko zaprojektować konstrukcje w zgodzie z restrykcyjnymi normami i wymogami szczegółowymi, ale również zapewnić odpowiednie parametry użytkowe. W celu spełnienia wszystkich założeń projektowych konieczny staje się dobór podstawowego materiału konstrukcyjnego.
Zaprojektowanie i wykonanie obiektu budowlanego wymaga osiągnięcia bezpieczeństwa konstrukcji, przy zapewnieniu niskich kosztów finansowych. W dziedzinie budownictwa to jedno z podstawowych zadań nowoczesnej...
Zaprojektowanie i wykonanie obiektu budowlanego wymaga osiągnięcia bezpieczeństwa konstrukcji, przy zapewnieniu niskich kosztów finansowych. W dziedzinie budownictwa to jedno z podstawowych zadań nowoczesnej inżynierii materiałowej. Od czasu, kiedy Joseph Aspidin w 1824 r. opatentował cement portlandzki, beton stał się jednym z najczęściej produkowanych materiałów. Produkcja betonu wynosi około 10 mld t/r. i kilkakrotnie przewyższa produkcję drewna bądź stali [1, 2].
Porowatość betonu ma bezpośredni wpływ na cechy fizyczne i mechaniczne betonu. Im objętość porów w kompozycie jest większa, tym więcej wody może się w nim znaleźć. Celem niniejszego artykułu jest zbadanie...
Porowatość betonu ma bezpośredni wpływ na cechy fizyczne i mechaniczne betonu. Im objętość porów w kompozycie jest większa, tym więcej wody może się w nim znaleźć. Celem niniejszego artykułu jest zbadanie wpływu zastosowanej domieszki (uplastyczniającej lub upłynniającej) oraz jej ilości na gęstość pozorną zaczynu cementowego.
Zdecydowana większość budynków mieszkalnych i użyteczności publicznej ma obecnie garaże podziemne, co wiąże się z reguły z posadowieniem ich na płycie fundamentowej i wykonaniem ścian żelbetowych dolnej...
Zdecydowana większość budynków mieszkalnych i użyteczności publicznej ma obecnie garaże podziemne, co wiąże się z reguły z posadowieniem ich na płycie fundamentowej i wykonaniem ścian żelbetowych dolnej kondygnacji.
Ta witryna wykorzystuje pliki cookies do przechowywania informacji na Twoim komputerze. Pliki cookies stosujemy w celu świadczenia usług na najwyższym poziomie, w tym w sposób dostosowany do indywidualnych potrzeb. Korzystanie z witryny bez zmiany ustawień dotyczących cookies oznacza, że będą one zamieszczane w Twoim urządzeniu końcowym. W każdym momencie możesz dokonać zmiany ustawień przeglądarki dotyczących cookies. Nim Państwo zaczną korzystać z naszego serwisu prosimy o zapoznanie się z naszą polityką prywatności oraz Informacją o Cookies. Więcej szczegółów w naszej Polityce Prywatności oraz Informacji o Cookies. Administratorem Państwa danych osobowych jest Grupa MEDIUM Spółka z ograniczoną odpowiedzialnością Sp.K., nr KRS: 0000537655, z siedzibą w 04-112 Warszawa, ul. Karczewska 18, tel. +48 22 810-21-24, właściciel strony www.izolacje.com.pl. Twoje Dane Osobowe będą chronione zgodnie z wytycznymi polityki prywatności www.izolacje.com.pl oraz zgodnie z Rozporządzeniem Parlamentu Europejskiego i Rady (UE) 2016/679 z dnia 27 kwietnia 2016r i z Ustawą o ochronie danych osobowych Dz.U. 2018 poz. 1000 z dnia 10 maja 2018r.